Selección de un sistema de atomización para la formación de micropartículas de Eudragit® S100 en lecho fluido
Judith Elena Camacho¹, Laura Fernanda Villamizar², Martha Isabel Gómez²¹Doctorado en Biociencias, Universidad de la Sabana, Bogotá, Colombia
²Centro de Biotecnología y Bioindustria, Corpoica, Km. 14, vía Mosquera, Bogotá, Colombia
Recibido: 04-11-10 / Aceptado: 06-27-10
Se realizaron experimentos para ajustar los factores críticos del proceso y los niveles de éstos utilizando un diseño factorial multinivel y trabajando en un lecho fluido marca Glatt GmbH D – 01277. Los factores evaluados fueron la temperatura de entrada, la presión interna de la cámara y la velocidad de flujo. El material de recubrimiento consistió en un polímero del ácido metacrílico denominado Eudragit® S100 y como núcleo se empleó talco malla 325. El sistema seleccionado para la microencapsulación fue el de atomización superior (Top spray). Las condiciones de atomización establecidas fueron velocidad de flujo de 4,12 mL/min (flujo 8 rpm), temperatura de entrada de80ºC y presión interna de la cámara de 1 y 3 bares. Las micropartículas presentaron formas y tamaños homogéneos, menores de 100 μm.Las condiciones fijadas para el sistema de atomizaciónsuperior se pueden aplicar al desarrollo de procesos de microencapsulación de diferentes principios activos utilizando como polímero Eudragit® S100.
Palabras clave: Microencapsulación, micropartículas, Eudragit®, atomización superior, atomización inferior, factores críticos
Selecting a spray system for the formation of Eudragit ® S100 microparticles in a fluid bed
The development of microparticles in fluid bed is of high interest in the pharmaceutical, food and agriculture, as this type of formulation to control the release of active ingredients and their stability and functionality by the formation of small solid particles. The fluid bed equipment is commonly used in industry to carry out the process and this can have two sets of spray drying: top spray and bottom spray. In this study we evaluated the two sets of spray drying towards the formation of microparticles of Eudragit®S100. Experiments were conducted toad just the itical process factors and theirevelsusingamultilevel factorial designand working in a Glattfluid bedbrandGmbHD-01277. Factors evaluated were the inlet temperature, the pressure inside he chamber and the flow rate.
The coating material consisted of a methacrylicacid polymer known asEudragit® S100andcore325 meshpowderwasused. The system selected for the microencapsulation was top spray. The spray dryingconditions were set flow rate of4.12 mL/min (flow 8 rpm), inlet temperature of 80ºC and pressure inside the chamber 1 and 3 bars.The microparticles showed homogeneous shapes and sizes, less than 100 microns. The conditions set for the top spray system can be applied to the development of microencapsulation processes of different active ingredients using as polymer Eudragit® S100.
Key words: Microencapsulation, microparticles, Eudragit®, Top spray, Bottom spray, critical factors
La encapsulación o recubrimiento de principios activos es de gran utilidad en diferentes industrias, ya que permite controlar la liberación de los constituyentes funcionales de una formulación y brinda protección frente a condiciones ambientales (6, 7, 8).
Durante el proceso de atomización (Spray drying), pequeñas gotas líquidas son secadas y endurecidas por una corriente de aire caliente. Un cambio extra en la superficie de las gotas por transferencia de calor y masa y un diferencial elevado de temperaturas entre el líquido y el aire (20°C a 200°C) produce una alta velocidad de secado inicial. El agua u otro solvente utilizado se evapora continuamente de la superficie de la gota, lo cual produce más y más secado. Se observa consecuentemente que la temperatura del aire disminuye y la humedad relativa del aire se incrementa (9).
La atomización en lecho fluido es un proceso tecnológico complejo que permite el ajuste de algunos parámetros que pueden afectar las propiedades fisicoquímicas del producto obtenido, siendo deseable la producción de una forma farmacéutica sólida con comportamiento controlable y predictible (10).
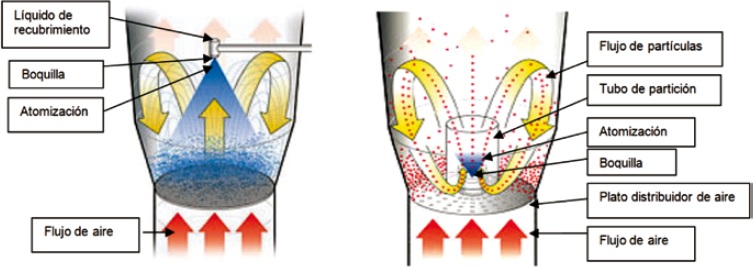
La atomización puede ser superior o inferior (Figura 1) y el uso de cada una de éstas depende de diferentes criterios como el proceso de granulación o encapsulación a realizar,las propiedades físicas de las materias primas a utilizar, los requerimientos del producto final, la productividad, el nivel de encapsulación o recubrimiento requerido y la capacidad requerida. La atomización superior es utilizada en granulación y atomización.La atomización inferior es utilizada en procesos de granulación, encapsulación con liberación controlada y atomización (11).
Para la atomización superior el polímero de recubrimiento usualmente está en solución acuosa y es rociado continuamente en forma descendente sobre la superficie del lecho fluidizado, como se observa en la figura 1a. Cada partícula recibe una pequeña cantidad de material de recubrimiento y cada tiempo pasa este hacia la región de rociamiento, en la cual coexisten las partículas fluidizadas y las gotas rociadas. Movimientos repetidos de y hacia la región de rociamiento producen una construcción gradual de una capa de recubrimiento relativamente uniforme circundante a cada partícula (8,12).
Figura 1. Sistema de atomización a. Superior o top Spray; b. Inferior o bottom spray(15)
En la atomización inferior la solución polimérica es rociada en un movimiento ascendente desde una boquilla localizada sobre el plato distribuidor en el fondo del inserto y hacia la tolva (Figura 1b). Las partículas secas caen por fuera del tubo divisorio luego fluyen en forma ascendente dentro de éste. La circulación de las partículas se repite hasta que la cantidad de recubrimiento deseado es depositado en la superficie de las partículas sólidas. Este proceso involucra humedad y secado en relación estrecha con el movimiento de las partículas, Figura 1 (13,14).
Los parámetros del proceso como la velocidad y la temperatura del aire de entrada, la velocidad del líquido atomizado, el tamaño de la boquilla, la presión y la temperatura de la cámara entre otros, afectan el rendimiento del proceso y la morfología de las partículas. Así lo demostró Cheow (16) cuando elaboraron nanoagregados de sílica y concluyeron que con una velocidad del líquido atomizado de 0,18 x 10⁻³ m³/h, una velocidad de flujo de aire (presión interna de la cámara) de 0,332m³/h, una temperatura de120ºC y una concentración de la solución de alimentación de 0,8%(w/w) se obtienen nanoagregados esféricos y huecos con tamaños menores a 5 μm, con una morfología ideal para ser utilizada como vehículos de medicamentos para terapias inhalatorias. En otros estudios sobre la producción de partículas por atomización se identificó la temperatura de secado y la velocidad de flujo, como los dos parámetros que determinan la morfología de las partículas producidas por atomización (10, 17, 18).
En esencia, el recubrimiento por lecho fluido es un proceso complejo de transferencia de calor y masa que involucra diversos microprocesos, tales como la producción de gotas, la evaporación del solvente, la transferencia de calor, la dispersión de gotas y el comportamiento de las partículas en un lecho fluido. Sin embargo, es muy poco lo conocido sobre las interacciones entre estos microprocesos y como ellos se relacionan con el rendimiento del proceso, la uniformidad del recubrimiento y la ocurrencia de efectos sobre la superficie (12). Por tal razón para el escalamiento de un proceso de estas características, se deben determinar las condiciones de operación a escala de laboratorio para luego aplicarlas en producciones a gran escala.
Dentro de la amplia diversidad de materiales disponibles para la elaboración de micropartículas se destacan los polímeros del ácido metacrílico. Dentro de éstos se encuentran los Eudragit® que están disponibles en diferentes formas iónicas. Se presentan en forma de polvo blanco micronizado cuyo peso molecular promedio es 135.000. El Eudragit® S100 es pH dependiente, siendo altamente soluble a valores de pH alcalino, debido a la neutralización de los grupos carboxilo (Figura 2) con la respectiva formación de la sal, y por lo tanto, exhibiendo el carácter de polielectrolito aniónico en solución (2,19).
Diferentes tipos de Eudragit® han sido ampliamente utilizados en la elaboración de microparticulas que permiten la liberación de principios activos a nivel intestinal, evitando la inactivación de fármacos en el estómago, gastroresistencia (2), por ejemplo, en la preparación de micropartículas que permiten la administración oral de péptidos y proteínas, utilizándose Eudragit RS®100 por sus propiedades mucoadhesivas (20); además han generado un gran interés para el desarrollo de sistemas de administración oral de insulina (19) y en procesos de microencapsulación de partículas virales (21).
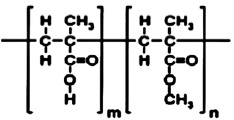
Figura 2. Estructura molecular de las unidades de repetición del Eudragit S100® con m = 1 y n = 2.
Considerando el alto potencial del Eudragit® S100 para la encapsulación de principios activos obteniendo beneficios como mayor estabilidad liberación controlada por pH y bioadhesividad, el objetivo del presente estudio fue evaluar el efecto de dos sistemas de atomización en lecho fluido (superior e inferior) y diferentes factores del proceso, en la formación de micropartículas, como primera aproximación al desarrollo de un proceso eficiente de microencapsulación de diferentes principios activos.
Preparación de la solución polimérica: En 70mL de solución tampón pH 8,0 se adicionó la cantidad correspondiente de polímero según el tratamiento, Tabla 1, y se mantuvo agitación constante hasta obtener una solución translúcida. Posteriormente se adicionaron 30 mL de etanol manteniendo la agitación.
Elaboración de micropartículas por atomización (Spray drying): Las micropartículas se elaboraron en un lecho fluido marca Glatt GmbH D–01277, que está equipado con una roseta a 1,0 mm para ajustar el flujo de aire.
En ensayos previos se fijaron los valores alrededor de los cuales debía realizarse la experimentación para la formación exitosa de micropartículas (datos no mostrados).Estos valores fueron: concentración del polímero del 5,0 %, concentración del núcleo del 1,5% (21) y presión de aleta expresada como ángulo de apertura con valor de 40º.
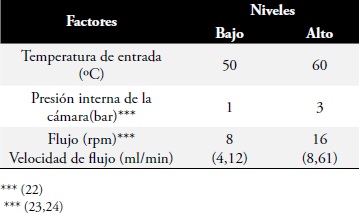
A partir de los resultados previos y la revisión bibliográfica se fijaron los parámetros de temperatura de entrada, presión interna de la cámara y velocidad de flujo, los cuales se variaron según la matriz de tratamientos que se presenta en la tabla 1, generada utilizando un diseño factorial con tres factores y dos niveles por factor. Estas condiciones se trabajaron en los dos sistemas: atomización inferior (BS) y atomización superior (TS). De cada tratamiento se realizó una sola corrida para cada sistema.
Tabla 1. Variables y niveles evaluados para la formación de micropartículas de Eudragit® S100 por atomización en lecho fluido
Se evaluaron algunos parámetros cualitativos como obtención de producto seco, la homogeneidad y el tamaño de partícula, la pérdida de material en los filtros, la pérdida de material en la tolva y la fácil recuperación del producto. Estas características se calificaron con un valor de cero (0) cuando se obtuvo el comportamiento no deseado y con un valor de uno (1) cuando se obtuvo el comportamiento deseado, lo que permitió aplicar una matriz de decisión para seleccionar el tratamiento más promisorio.
Caracterización de las micropartículas Morfología y tamaño: La forma y el tamaño de las micropartículas se evaluaron por microscopía. El tamaño se determinó por observación directa usando un microscopio de luz Olympus CH3ORF100 equipado con un micrómetro, en el aumento de 10X. Para la realización de esta actividad se tomaron las muestras obtenidas de la pared de la tolva para los diferentes ensayos y sistemas trabajados. Las muestras se observaron directamente al microscopio, antes y después de tamizar la muestra por una malla con tamaño de poro de 100 μm.
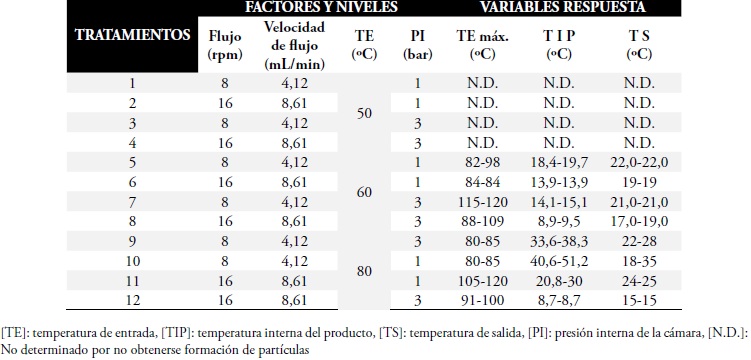
Los resultados muestran que la velocidad de flujo (Flujo) influenció la temperatura interna del producto, la cual se redujo cuando el flujo se aumentó, lo cual puede ser aprovechado para minimizar el efecto de las altas temperaturas de entrada sobre principios activos sensibles a altas temperaturas (26). La temperatura de entrada fijada en el equipo también influenció la temperatura dentro del equipo, observándose una relación directa entre las dos variables, Tabla 3.
Tabla 2. Tratamientos evaluados para la formación de micropartículas utilizando atomización inferior
Tabla 3. Variables respuesta en el proceso de atomización inferior
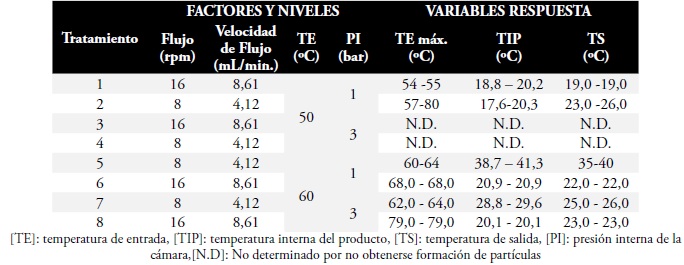
Tabla 4. Matriz de decisión del proceso de microencapsulación en el sistema de atomización inferior (Bottom Spray).
El proceso de atomización (spray drying) para microorganismos no debe alcanzar altas temperaturas para mantener la integridad del principio activo. Por ejemplo Liu y Liu (4) encontró la mayor estabilidad de la viabilidad del hongo Beauveriabassiana cuando se microencapsuló utilizando una temperatura de entrada de 60ºC y una temperatura de salida de 30+/-2ºC, en comparación a la atomización convencional que maneja una temperatura de entrada de 100ºC y una temperatura de salida de 80+/-5ºC. De igual forma en el estudio de Behle (22), se encontró que el nucleopoliedrovirus de Anagrapha falcifera (AfMNPV) puede presentar una pérdida mínima de actividad cuando se expone a altas temperaturas en el proceso de atomización por pocos minutos.
En la Tabla 4 se presenta la matriz de decisión utilizada para seleccionar el tratamiento más promisorio. Dentro de los parámetros calificados se incluyeron factores como la obtención de producto seco, la homogeneidad en el tamaño de las micropartículas, un menor tamaño de micropartículas (<100μm), la pérdida de material en filtros, la pérdida de material en la tolva y la fácil recuperación del producto.
En la matriz se puede observar que uno de los problemas que presentó el proceso de atomización inferior con una temperatura de entrada de 50ºC, correspondiente a los ensayos 1, 2, 3 y 4 fue la no formación adecuada de partículas, debido a que la suspensión del polímero y el núcleo fueron atomizados pero no se logró la evaporación completa de los solventes. Cuando la temperatura de entrada fue de 60ºC, la velocidad de flujo de 8,61 mL/min y a presiones internas de la cámara de 1 y 3 bares, correspondientes a los ensayos 6 y 8 también se encontró humedad en la cámara de atomización, posiblemente porque bajo estas condiciones el proceso de secado no está bien controlado generándose condensación de agua (26), observándose presencia de la suspensión de recubrimiento en las paredes de la cámara de atomización y en el cilindro ubicado en la parte inferior.
No se detectó humedad en el sistema de atomización inferior cuando se trabajó con una velocidad de flujo de 4,12mL/min y temperatura de entrada de 60ºC, con presiones interna de la cámara de 1 y 3 bares, condiciones que corresponden a los tratamientos5 y 7. Esto indica que a estas condiciones, se controla el proceso de secado. Además utilizando estas condiciones la pérdida de material en los filtros y en la tolva fue menor y la recuperación del producto final se facilitó por encontrarse más seco que con los tratamientos restantes.
Los tratamientos con la calificación más alta fueron el 5 y el 7, para los cuales se empleó una temperatura de entrada de 60°C, una velocidad de flujo de 4,12mL/min (8rpm) y presiones internas de 1 y 3 bares respectivamente, por lo que se puede concluir que la presión no tuvo un efecto significativo en la respuesta, pero los dos factores restantes (temperatura y flujo) si influyeron en el proceso. Sin embargo algunos autores han concluido que para el proceso de atomización inferior el parámetro más crítico es la fluidización del aire que depende de la presión interna de la cámara y de la selección del plato ubicado en la parte inferior de la tolva que distribuye el aire y logra una buena separación (elevación) de las partículas durante su movimiento (11).
Figura 3. Micropartículas obtenidas por el sistema de atomización inferior (Bottom spray) 10X
El establecimiento de estos parámetros es de gran importancia, así como lo concluyó Cheow
(16) quien determinó que estas variables deben ser seleccionadas previamente para prevenir el exceso de humedad que se puede presentar en la cámara de atomización, lo cual se presentó en algunos de los tratamientos evaluados el presente estudio. El control de estos parámetros permite una buena circulación de las partículas y un adecuado proceso de microencapsulación, lo cual es importante en el sistema de atomización inferior (Bottom spray), en el cual la fluidización está dada por el flujo del aire en interacción con el movimiento de las partículas (13).
De acuerdo a la calificación de los tratamientos en la matriz de decisión, Tabla 4, se establecieron como condiciones a utilizar en el sistema de atomización inferior para la suspensión de Eudragit® S100 al 5% utilizando como núcleo talco al 1,5%, una velocidad de flujo de 4,12mL/min (8rpm), presión interna de la cámara entre 1 y 3 bares y temperatura de entrada de 60ºC. Estas condiciones evitan un exceso de humedad en la cámara, ya que un aumento en la humedad causa un bajo rendimiento del proceso y compactación de las micropartículas (16).
En el proceso de atomización inferior se pudo determinar que la pérdida de producto ocurre principalmente porque el proceso de secado no se controla adecuadamente, lo cual causa pérdida de la suspensión de recubrimiento y el material se deposita en las paredes del colector generándose una pérdida de producto en diferentes partes del equipo (27,5).
Caracterización de las micropartículas. Se obtuvieron micropartículas de diferentes tamaños y formas, presentándose formas irregulares y poco homogéneas en tamaño, Figura 3. Además se formaron aglomerados de partículas, posiblemente por coalescencia de las gotas durante la evaporación de los solventes y la fluidización de las mismas. Las micropartículas obtenidas por el proceso de atomización inferior mostraron un tamaño menor de 100 μm así como los obtenidos en diferentes trabajos como en la microencapsulación por atomización de conidios de Beauveriabassiana en el cual se obtuvieron micropartículas con tamaños entre 2,5 y 10μm (4) y de Trichoderma harzianumdonde se obtuvieron tamaños entre 10 y 25 μm (26).
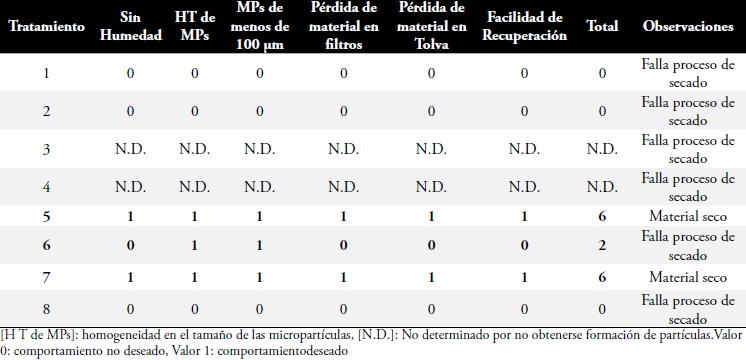
Figura 4. Fotografías de la micropartículas obtenidas por atomización inferior observadas al microscopio con un aumento de 10X (a) Microparticulas Tratamiento 1 (b) Microprarticulas Tratamiento 5 (c) Micropartículas Tratamiento 6 (d) Micropartículas Tratamiento 7.
Una de las ventajas de la aplicación de técnicas de atomización (spray drying) en microencapsulación es que permite el ajuste del atomizador (presión interna de la cámara) y la velocidad de la bomba de alimentación (velocidad de flujo) para obtener partículas de tamaños pequeños o grandes según se requiera (26). En la figura 4 se muestran fotografías de la partículas obtenidas con los tratamientos 1, 5, 6 y 7, que corresponden a condiciones de presión interna de la cámara de 1 y 3 bares y velocidades de flujo de 4,12mL/min y 8,61mL/ min, con temperaturas de entrada de 50°C y 60°C. Las micropartículas más homogéneas con respecto a forma y tamaño se obtuvieron con la condición de temperatura de entrada 60ºC, velocidad de flujo 4,12mL/min y presión interna de la cámara de 3 bares, ensayo 7, Figura 4d.
En el sistema de atomización inferior la calidad de la formación de la micropartícula depende del flujo de aire o fluidización, ya que una alta velocidad de flujo de aire dado por la presión interna de la cámara mejora la circulación de las partículas y asegura la transferencia de masa y calor. Es por esto que en este sistema la selección de la presión interna de la cámara es muy importante para que asegure un buen flujo de aire que no permita que la suspensión de recubrimiento se deposite en las paredes, lo que causa la pérdida de material y bajos rendimientos del proceso (13).
Tabla 5. Tratamientos evaluados para la formación de micropartículas utilizando atomización superior.
Tabla 6. Variables respuesta en el proceso de atomización superior.
TRATAMIENTOS
Además este método de atomización tiene que afectan la morfología de las micropartículas, la generación de altas velocidades que producen el choque de las partículas, así como la presencia dezonas muertas cercanas a la pared interna de la cámara de atomización, donde el proceso no se realiza adecuadamente porque las partículas se mueven muy lentamente y se producen micropartículas de tamaño y forma heterogénea (14), fenómeno que pudo presentarse con los tratamientos evaluados en el presente trabajo.
Atomización superior (Top spray). La codificación de los tratamientos evaluados se presenta en la Tabla 5 y los resultados para cada uno de estos se presentan en la Tabla 6, donde se destaca que los tratamientos 1, 2, 3 y 4 no permitieron la formación de micropartículas.
En la Tabla 6 se observa que cuando la temperatura de entrada se ajustó 50ºC no se determinan valores para las variables de respuesta porque no hay formación de micropartículas, posiblemente porque la suspensión fue asperjada pero la evaporación del solvente fue lenta y no se secaron las gotas formando partículas, por el contrario el material húmedo quedó en la superficie interna de la cámara. Estos tratamientos correspondieron a los codificados como 1, 2 ,3 y 4.
Con una temperatura de entrada de 60ºC se presentaron temperaturas internas del producto entre 8,9ºC y 19,7ºC y temperaturas de salida entre 17ºC y 22ºC. En general el proceso de atomización superior con esta temperatura no fue adecuado, ya que se presentó condensación de agua y depósito de suspensión líquida en la superficie interna de la cámara de atomización, resultados que corresponden a los ensayos 5, 6,7 y 8.
Cuando se utilizó una temperatura de entrada de 80ºC se obtuvieron temperaturas internas de producto entre 8,7ºC y 40,6ºC y temperaturas de salida entre 15ºC a 28ºC.Además al aumentar la velocidad de flujo se produjo condensación de agua y gotas de suspensión líquida en la superficie de la cámara de atomización, lo que causó una disminución de la temperatura interna del producto y un aumento de la temperatura de entrada máxima detectada por el equipo, la cual alcanzó los 120ºC, en el tratamiento 11 y 100ºC en el tratamiento 12. Es importante tener en cuenta que en el sistema de atomización superior (Top Spray) las variaciones en las velocidades de flujo del líquido y las velocidades de flujo del aire (presión interna de la cámara) determinan el proceso de secado de las gotas fluidizadas en el lecho de aire (12). Además se ha determinado en otros trabajos que el proceso de atomización superiores eficiente cuando se trabaja a temperaturas altas (11).
En el estudio de Horaczek yViernstein (28) se encontró que para una buena actividad y longevidad de conidios de Beauveria brongniartii y Metarhizium anisopliae en un proceso de microencapsulación, el parámetro más importante y que debe ser controlado es la temperatura de salida del proceso, la cual depende de la temperatura de entrada y la velocidad de flujo.
En la microencapsulación por atomización (spray drying) de conidios de Trichoderma harzianum se determinó como relación óptima de la temperatura de entrada y la temperatura de salida: 60ºC /31ºC, ya que cuando se trabajó con una relación de temperaturas de entrada/temperaturas de salida de 40ºC/20ºC apareció condensación de agua en la pared de la cámara de atomización, indicando que el proceso de secado no estaba bien controlado, además en este estudio se estableció que ajustando la velocidad de flujo (alimentación) y la temperatura de entrada, se puede controlar la temperatura de salida y así minimizar el efecto de temperaturas altas sobre este principio activo(26).
En la matriz de decisión (Tabla 7) utilizada para calificar los tratamientos evaluados se observa que los parámetros a seleccionar en este proceso son la velocidad de flujo, la temperatura de entrada y la presión interna de la cámara para determinar las interacciones que ocurren entre estas condiciones y poder lograr un buen proceso de microencapsulación.
El ajuste de los tres factores afectó el desarrollo adecuado del proceso de atomización superior, ya que al trabajar con temperaturas de 50ºC y 60ºC y velocidad de flujo de 8,61 mL/min (16 rpm), correspondientes a los ensayos 1, 2, 3, 4, 6 y 8, el proceso de secado no fue eficiente, presentándose humedad en la cámara de atomización, pérdida de material (suspensión) y dificultad en la recuperación del producto.
En el sistema de atomización superior (Top spray) la velocidad de flujo, la presión interna de la cámara y la posición de la boquilla en la parte superior de la cámara de atomización fueron los parámetros que más influyeron en el proceso, posiblemente porque éstos determinan la distribución de la temperatura y la humedad de las partículas. Cabe destacar que para el proceso es importante la correcta preparación de la suspensión de recubrimiento, ya que características como una alta viscosidad y tensión superficial pueden causar pérdidas en el proceso de atomización, variación en la distribución de la temperatura sobre las partículas, afectando su diámetro y el área superficial en la cual ocurre la transferencia de masa de las gotas al medio dispersante (12).
Los tratamientos con la mayor calificación según la matriz de decisión (Tabla 7) fueron los tratamientos 9, y 10 que sugieren que para la formación de micropartículas de Eudragit® S100 (5%) con talco como núcleo al 1,5% utilizando atomización superior, se debe trabajar con una velocidad de flujo de 4,12 mL/min (8 rpm) y con una temperatura de entrada de 80ºC, siendo indiferente la presión interna de la cámara.
Caracterización de las micropartículas
Las micropartículas obtenidas por el proceso deatomización superior presentaron tamaños y formas homogéneas, encontrándose partículas esféricas (Figura 5), resultados similares a los obtenidos por otros autores utilizando atomización superior, en los cuales la morfología de las partículas es homogénea (29). La morfología de las micropartículas depende de diferentes factores como la naturaleza del material de encapsulación usado y de las condiciones operacionales de secado como temperatura de entrada, concentración de sólidos, velocidad de flujo de aire o velocidad de alimentación (1).
Tabla 7. Matriz de decisión del proceso de microencapsulación en el sistema de atomización superior (Top Spray).
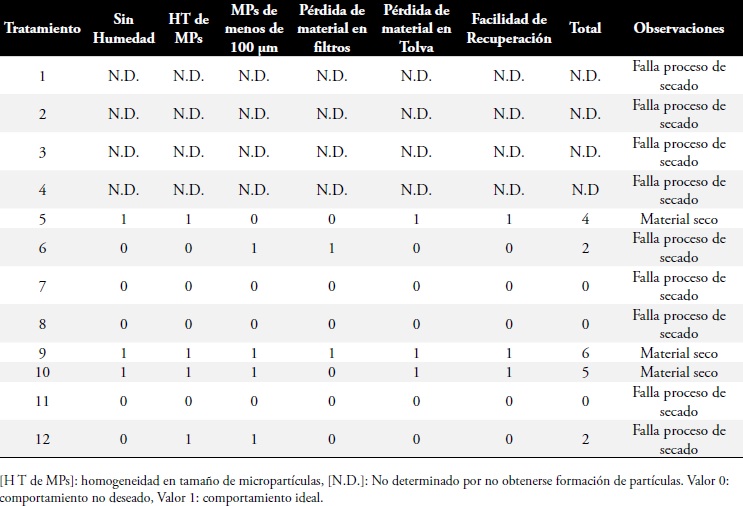
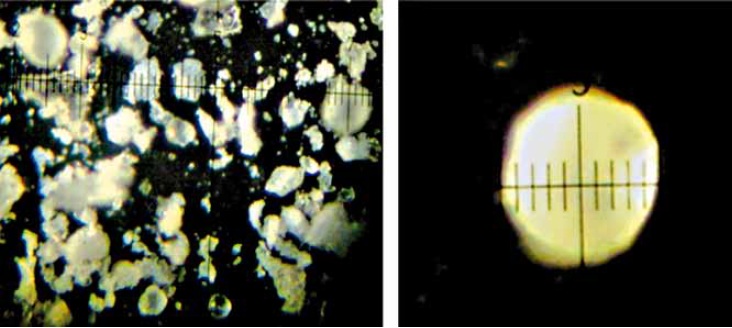
Figura 5. Micropartículas obtenidas por el sistema de atomización superior (Top Spray) 10X
El tamaño de las micropartículas obtenidas fue menor a 100 μm, un pequeño tamaño que podría deberse a que la relación entre presión interna de la cámara y velocidad de flujo producen una fuerte atomización que genera gotas de tamaños pequeños y en consecuencia micropartículas pequeñas(16). Por ejemplo, en los tratamientos donde utilizó la mayor presión interna de la cámara (3 bares), se produjeron micropartículas más homogéneas en cuanto a forma y tamaño (Figuras 6b y 6c). En el proceso de atomización superior la velocidad de flujo y la presión interna de la cámara afectan la uniformidad del crecimiento de la capa de recubrimiento, ya que al incrementarse la presión interna de la cámara se incrementa el flujo de aire de enfriamiento y de secado, lo cual influye en la distribución de la temperatura sobre la partícula (12).
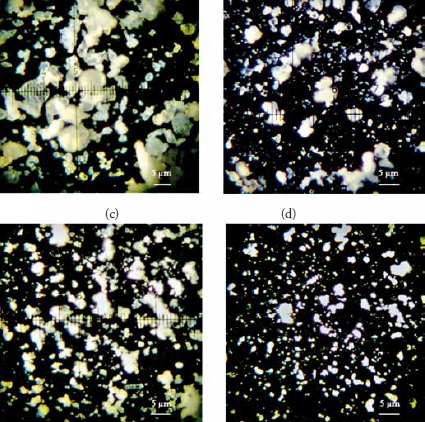
Figura 6. Fotografías de la micropartículas obtenidas con atomización superior observadas al microscopio con un aumento de 10X (a) Micropartículas tratamiento 5 (b) Micropartículas tratamiento 7 (c) Micropartículas tratamiento 9 (d) Micropratículas tratamiento 10.
En el estudio realizado por Tajber (10), los factores más significantes que afectaron las características del producto final fueron la temperatura de entrada, la velocidad de flujo de la bomba peristáltica y la concentración de los excipientes. Además se encontró que el parámetro que más influyó en el tamaño de partícula fue el flujo de aire, ya que a un alto flujo de aire se obtuvo un tamaño de partícula más pequeño.
Se han estudiado efectos de los parámetros de atomización en el sistema de atomización superior sobre las propiedades físicas de las micropartículas (11) y se ha observado que un aumento en la velocidad de flujo produce partículas grandes, como se obtuvo con el tratamiento 12 (Figura 5), en cual se trabajó con una velocidad de 8,61 mL/min.
Un incremento en la temperatura de entrada disminuye el tamaño de las micropartículas, como se observa en los tratamientos 9 y 10 (Figuras 6c y 6d), en los cuales se utilizó una temperatura de entrada de 80ºC en comparación con lo observado en los tratamientos 5 y 7 (Figuras 6a y 6b) en los cuales se utilizó una temperatura de entrada de 60ºC. Un incremento en la presión interna de la cámara produce una disminución del tamaño de las micropartículas porque se generan gotas de tamaños pequeños, como se observa en los tratamientos 7 y 9 (Figura 6b y 6c), en los cuales se utilizó una presión interna de la cámara de 3 bares, en comparación con lo obtenido en el ensayo 5 (Figura 6a) en el cual se utilizó una presión interna de 1 bar.
Estudios desarrollados para evaluar los parámetros críticos del proceso de atomización superior han concluido que la presión interna de la cámara es el paráme ro más crítico, seguido por la velocidad de flujo, la concentración de sólidos y la temperatura de entrada. Además se observaron interacciones significantes entre algunos de estos parámetros. En este sistema de atomización la fluidización del aire no es significante. Sin embargo para que este proceso de atomización funcione correctamente se necesita un buen control de todos los parámetros involucrados para minimizar las variaciones en los productos obtenidos (11).
Se seleccionaron como condiciones óptimas para el proceso de atomización superior (Top spray) para la suspensión de Eudragit® S100 al 5% con talco como núcleo al 1,5%, una temperatura de entrada de 80ºC, una presión interna de la cámara entre 1 y 3 bares y un flujo de 8 rpm que equivale a una velocidad de flujo de 4,12mL/min.
Los resultados para los dos sistemas de atomización ensayados evidencian que diferentes condiciones de atomización afectan el producto final, como lo reporta el trabajo de Yu (3), en el cual se investigaron cuatro parámetros de atomización: la temperatura de entrada del aire, la concentración de sólidos, la temperatura de alimentación y la velocidad de flujo y sus efectos en la eficiencia de encapsulación y el tamaño de las micropartículas de fosfolípidos. En dicho trabajo se obtuvieron como condiciones de óptimas de operación una temperatura de aire de entrada de 140ºC, una temperatura de alimentación 30ºC y una concentración de sólidos del 20%, además en este estudio se determinó que la velocidad de flujo no influenció la eficiencia del proceso.
Al evaluar el efecto de los dos sistemas de atomización en lecho fluido(superior e inferior) y los diferentes factores del proceso, en la formación de micropartículas, se seleccionó el sistema de atomización superior (Top Spray), con el cual se obtuvo una formación adecuada de micropartículas, las cuales presentaron menor tamaño y mayor homogeneidad en la forma. Las condiciones fijadas para dicho sistema fueron una velocidad de flujo de 4,12mL/min (8rpm), una temperatura de entrada de 80ºC y una presión interna de la cámara entre 1 y 3 bares.
En el sistema de atomización superior (Top spray), la velocidad de flujo y la presión interna de la cámara influyen en lamorfología de las micropartículas obtenidas y en el control del proceso de atomización (12). En el sistema de atomización inferior (Bottom spray) la calidad del recubrimiento depende principalmente del flujo de aire (fluidización) o sea de la presión interna del aire que produce el movimiento de las partículas (13).
Cuando se utilizó el sistema de atomización superior (Top Spray) las condiciones críticas del proceso fueron la velocidad de flujo y la temperatura, cuyas interacciones favorecieron el secado y en consecuencia la homogénea morfología de las micropartículas y su menor tamaño